March 20, 2026Generator Shaft Repair and Rebuild: HVOF Coatings & Machining
By Nolan Watson, Technical Writer at HFW Industries
Most reliability engineers have been there. A generator shaft comes out of service worn, corroded, or out of dimension, and someone in the room says the word "replacement." It sounds like the conservative call. In reality, it can be the slower, more expensive one, and it might not even be the better performing option.
When a shaft is rebuilt correctly, using engineered surface coatings, precision machining, and precision grinding/finishing, the result can outperform the original. The rebuilt surface is harder than the base material and the shaft goes back into service with a coating system designed around the specific failure mode that took it offline, not a drawing made decades ago.
Request a Quote
- 📧 Request a Quote: RFQ@hfwindustries.com
- 📞 Call us at (716) 875-3380
- Contact Us to Discuss a Personalized Solution: Contact Form
HFW Industries has been offering turnkey rebuild and turnkey thermal spraying services for generator and motor shafts as well as turbomachinery components throughout its 75-year history. This post covers how we do it, what we consistently deliver, and why power plants, motor shops, rebuild facilities, steel and paper mills, water treatment operations, and OEM service organizations can trust us with their most critical shafts.
Why a Rebuilt Generator Shaft Can Outperform a New One
A new shaft is manufactured to print dimensions and standard tolerances. It is built to meet the specification, not to exceed it, and not necessarily to address the specific wear conditions of a particular machine in a particular operating environment.
A turnkey rebuild solution starts from the actual failure. HFW engineers look at where the shaft wore, how it wore, and what the operating environment contributed before selecting the coating system, buildup process, and finishing approach. The result is a surface that is matched to the demand, not averaged across all possible demands.
We do not always argue for repair over replacement. There are cases where base metal condition, prior repair history, or geometry complexity make new manufacture the right answer. Because HFW does both, our recommendation is always based on what produces the better outcome, not which service we prefer to sell.
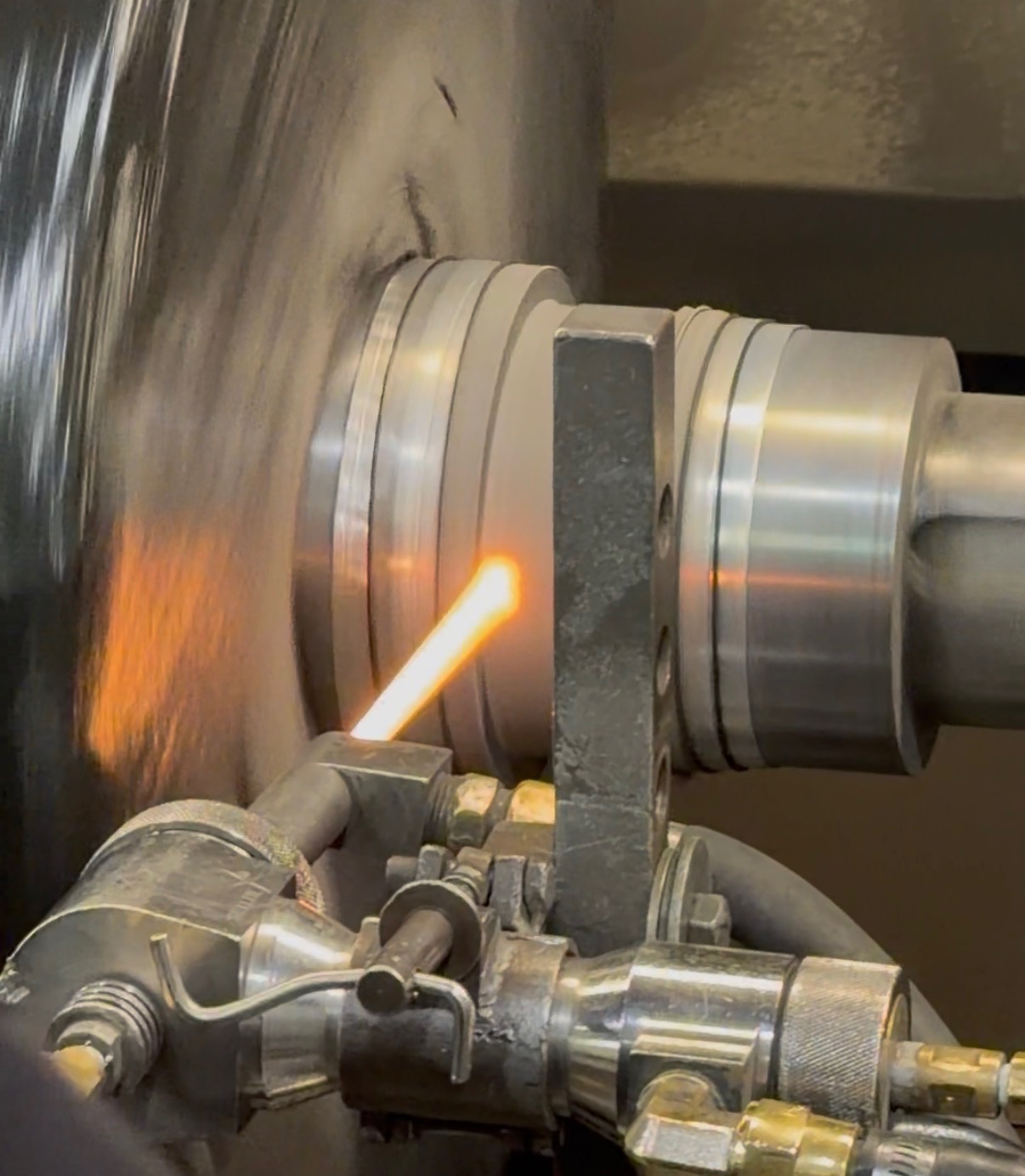
Preparing a large rotor shaft for HVOF repair. Click to view video.
How a Generator Rebuild Facility Became a Repeat Customer
A generator rebuild facility was looking for a partner who could handle the full thermal spray rebuild of rotor shafts, not just one part of the process. They needed turnkey capability: incoming inspection, surface preparation, HVOF coating, precision grinding to final tolerance, and documentation, all from a single source.
What brings these types of customers to HFW is our ability to provide exactly that. No coordination between a coating shop and a machine shop. No tolerance handoffs between vendors. One team responsible for the shaft from arrival to delivery.
What kept this customer coming back was HFW's response time and quality. If their schedule gets compressed, we move. If their shafts need to meet tight runout specifications, we deliver. If specifications dictate, we can attain sub-0.0005 inch TIR on finished rotor shaft diameters after HVOF coating and precision grind.
Quick response time and high-quality precision finishing have earned that customer's repeated business.
That relationship reflects what HFW is built for: reliability teams that cannot afford a vendor who treats their job as routine, and cannot absorb a repair that fails in service six months later.
Generator Shaft Failure Modes HFW Addresses
These are the four failure modes for generator and turbomachinery shafts that our team frequently addresses:
Worn Journal Diameters
Bearing journals carry continuous contact stress. Over time, even hardened surfaces lose material, clearances open up, vibration builds, and bearing wear accelerates. HFW restores journal diameters by building up the worn surface with HVOF tungsten carbide and then precision grinding back to final tolerance. The rebuilt surface may be harder than the original steel journal.
Corrosion and Pitting on the Shaft Outer Diameter
Shafts operating in humid, steam, or chemically active environments develop corrosion and pitting that compromises surface integrity and seal performance. Pitting left unaddressed creates stress concentrations and accelerates fatigue. HFW prepares the surface, removes the corrosion damage, and applies a thermal spray coating matched to the specific chemical environment to restore both dimension and long-term protection.
Seal and Bearing Area Degradation
Seal contact surfaces require precise geometry and controlled surface finish to maintain effective sealing. When those surfaces wear, seal leakage follows, maintenance intervals shorten, and in severe cases, bearings and process equipment are contaminated. HVOF coatings applied to seal diameters restore geometry and provide wear resistance that can outlast the original surface. HFW achieves the surface finishes and tolerances that seal manufacturers specify.
We also provide plasma spraying and electric arc metallizing.

How to Restore a Generator Shaft to OEM Tolerances
A generator shaft repair might fail due to the multi-vendor model. When the coating shop, machine shop, and grinding facility are separate operations, tolerance handoffs become cumulative errors, documentation fragments, and accountability for the final result belongs to no one clearly.
HFW's one-source model removes those variables to provide highly reliable, turnkey rebuilds. Every step happens in a single ISO 9001:2015 registered facility under one quality system.
Performance Benchmarks HFW Consistently Achieves on Generator Shaft Repairs
These are not targets. They are the outcomes our team delivers on a routine basis across generator shaft and rotor shaft rebuilds.
- Sub-0.0005 inch TIR on finished shaft diameters after HVOF coating and precision grind
- Tolerances as tight as 0.0002 inches on critical bearing and seal diameters
- HVOF tungsten carbide coatings with hardness values that can exceed original shaft materials
- Expedited turnaround timed to outage windows -- our production schedule moves around your maintenance timeline
- High-quality, reliable surface performance on rebuilt shafts through engineered coating selection and precision finishing
- Complete documentation package including dimensional records.
- Quick response time on quotes -- standard RFQs within one to three business days; emergency situations can be handled promptly
Choosing the Right Coating for Your Generator Shaft Application
HFW engineers select coatings based on the actual operating environment, temperature range, and primary failure mode. The right coating for a steam turbine journal operating below 800 degrees Fahrenheit is not the same as the right coating for a compressor shaft exposed to acidic process gas. We do not default to one material.
- Tungsten Carbide (HVOF): Best for wear-critical journal diameters and seal surfaces operating below 1,000 degrees Fahrenheit. Delivers an ideal combination of hardness, density, and grindability for many generator shaft applications.
- Chrome Carbide (HVOF) Used when operating temperatures exceed 1,000 degrees Fahrenheit or when combined oxidation resistance and wear resistance are both required. This can be an alternative to tungsten carbide.
- Stainless Steel and Custom Alloy Blends Used for dimensional restoration, dimensional buildup, or when a customer specification requires a specific material system.
- Weld Overlay (PTA, TIG, MIG): Selected for heavier buildups, high-heat structural surfaces, or applications where a metallurgical bond is preferred over a mechanical bond.

Generator and Motor Shaft Repair Across Industries
HFW's generator and motor shaft repair capabilities can support critical operations across a range of industries, including:
- Steel mills and metals processing
- Paper and pulp mills
- Municipal water and wastewater facilities
- Nuclear power plants
- Marine applications
HFW’s one-source capabilities allow us to service accompanying pump manufacturing and rebuild projects. This may include (but is not limited to) pump shaft, housing, and impeller manufacturing and/or rebuilding.
Turbomachinery Component Repair Across Industries
HFW also provides extensive manufacture and repair services for turbomachinery as part of its one-source approach.
Power Generation and Utilities
- Steam turbine shafts and rotor assemblies
- Gas turbine shaft journal and seal surface restoration
- Generator shaft bearing and seal area rebuilds
- Turbocompressor shafts
- Balance pistons and shaft sleeves
- Pump component rebuilds
Oil and Gas
- Centrifugal compressor shaft journal rebuilds
- Compressor rod and shaft dimensional restoration
- Seal housing and balance piston restoration
- Bearing housing ID grinding and dimensional correction
Whether you are a public utility, independent power producer, generator rebuild facility, or OEM service organization supplying reliability-critical components to large industrial operators, HFW stands ready to improve the reliability of your equipment.
Contact HFW Industries for Turnkey Turbomachinery Repair Solutions
Need to discuss a component rebuild, coating application, or emergency repair? Let's talk. Connect with our engineering team today to get a customized solution for your emergency needs.
📞 Call us at (716) 875-3380
📧 Email: RFQ@hfwindustries.com
Additional Technical Resources for Power Gen Professionals
Sign up for our newsletter and explore these resources from our Knowledge Base:
- How Does HFW Serve the Turbomachinery Industry?
- Learn about HFW's one-source repair and manufacturing strategy for turbines, rotors, and other turbomachinery equipment
- Emergency Turbomachinery Repair
- See how HFW can improve the reliability of your turbomachinery and cut downtime when it matters most
- Managing the Tungsten Carbide Shortage
- Learn how HFW prepared for the supply crunch and can provide alternative coatings
- How HFW Extends Equipment Life
- Real-world example of innovation in action: 30x increase in service life for a chemical client
- Reducing Assembly Time by 75% at 1/3 the Cost
- Learn how HFW's one-source strategy can streamline our customer's processes and rein in costs
- Overview of Thermal Spray Coatings: HVOF & Tungsten Carbide
- Why these materials are key to high-performance surface protection
- Precision Grinding at HFW
- A look inside our plant, detailing HFW's precision finishing capabilities and CNC grinding
- What are HFW's Hardfacing Capabilities?
- Explore how HFW’s hardfacing expertise restores industrial equipment with proven weld procedures and precision inspection
Frequently Asked Questions: Generator Shaft Repair and Rebuild
How long does a generator shaft repair take?
Turnaround depends on the scope of work and the condition of the shaft on arrival. Standard repairs typically quote in one to three business days and complete within the timeframe agreed at quoting. HFW has a track record of meeting expedited outage schedules, including moving production timelines by two weeks or more when a customer's situation required it.
Is HVOF tungsten carbide the right coating for my generator shaft application?
For many generator shaft journal and seal surface applications below 1,000 degrees Fahrenheit, HVOF tungsten carbide is the preferred option. It provides excellent wear resistance, can be ground to very fine surface finishes and tight tolerances, and produces a surface that typically outlasts the original shaft material. For higher-temperature applications or environments where oxidation resistance is a priority, chrome carbide may be the better choice. HFW engineers will review your application and recommend the right material before quoting.
What tolerances can HFW hold on a rebuilt generator shaft?
We consistently achieve sub-0.0005 inch TIR on finished rotor shaft diameters after HVOF coating and precision grind. On critical bearing and seal diameters, we routinely hold tolerances as tight as 0.0002 inches.

An armature assembly arriving at HFW Industries for shaft rebuild.